Talking about the baking temperature is the important point of steel drum painting quality (Hu Yubing)
Talking about the baking temperature is the important point of steel drum painting quality
Jiangsu Huayu Printing and Coating Equipment Co., Ltd. Hu Yubing

Mr. Hu Yubing gave a speech at the Guilin Steel Barrel Industry Conference
Steel drum surface coating is an important part of steel drum production. The surface cleaning, color, coating curing and coating adhesion of steel drums will have an impact on the quality of steel drum coating. However, many steel drum enterprises often only pay attention to the cleaning quality of steel drum surface. It completely neglects the baking quality of the steel drum. It is considered that the steel barrel baking paint can be used as long as it does not stick to the hand, and some people think that it is enough to wipe the nail with a fingernail. The truth is not that simple.
Before 2000, due to the backward equipment of domestic steel drum manufacturing enterprises and the strict quality requirements of steel drum users for steel drums, there is no certain requirement for the surface cleaning, color, uniform coating and coating adhesion of steel drums. Steel drum manufacturing small enterprises use sun drying, simple earth oven baking and so on.
With the continuous development of science and technology, the level of domestic steel drum manufacturing equipment continues to improve, domestic and foreign steel drum users have higher and higher requirements for steel drum coating, that is, the baking time, baking temperature and temperature of steel drums. Uniformity and adhesion of the coating put forward higher requirements.
First, the perfect baking temperature condition of the steel drum
The quality of the paint or coating is good, the baking quality is not good, and it will directly affect the quality of the steel drum. Too high baking temperature: it will cause the performance of paint or coating to change, coating peeling, poor adhesion, color change, etc.; baking temperature is too low: it will lead to poor adhesion of paint or paint, no complete curing, color change, etc.; Uneven temperature: it will lead to uneven temperature on the surface of the steel drum, color difference on the surface of the steel drum, etc.; short time in the constant temperature zone of the drying tunnel: it will result in poor adhesion of paint or paint, no complete curing, poor gloss, and color change. In short, the quality of the drum baking temperature is important for the quality of the steel drum.
The traditional baking process temperature requirements in the industry are: outer coating 150 ~ 180 ° C, drying time is 15 min; inner coating 260 ~ 280 ° C, drying time is 20 min. As for the temperature control accuracy of the drying room, it has never been proposed by that department, and it has never been requested by that company. However, is there really no temperature control accuracy requirement for the surface coating of steel drums? there must be! In fact, the accuracy of temperature control is relatively high.
The perfect baking quality of a qualified steel drum must meet the following conditions:
1, according to the characteristics of the paint or paint, must fully comply with the process temperature index of the paint or paint, the temperature value is controlled at the set temperature ≤ ± 3 ° C;
2, baking constant temperature time: external coating b ≤ 8min, internal coating b ≤ 10min;
3. The temperature uniformity index in the constant temperature zone is controlled at ≤±3°C;
4. The temperature fluctuation of baking should be ≤±3°C.
Figure 1 is a perfect temperature control graph that meets the above conditions.
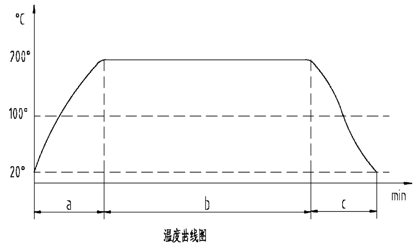
Figure 1 Perfect baking temperature curve
These data and requirements may be unfamiliar to most companies. Therefore, I think it is necessary to learn and discuss with you. At the same time, I would like to know if you have tested the above temperature quality control requirements. What is the test result? Do you meet these requirements? I hope everyone will make a self-assessment of their products. If your paint drying room really meets these requirements, then you have already produced your own products as crafts. According to my understanding, there are not many companies that can meet these requirements. Greif, COFCO, Daejeon, Plain Taida, Laiyang Far East, Qilu Packaging, Zhangjiagang Zhongyi, Ningbo Jilong and other enterprises can meet these requirements.
Second, the actual comparison of the barrel temperature conditions
The following is a graph of the temperature quality control accuracy of some of the barrel paint production lines we know. These temperature curves are the results of on-site testing of the steel drum paint production line commissioned by these steel drum companies for sharing.
1, qualified temperature curve
Figure 2, Figure 3 and Figure 4 are the actual measurement charts of the temperature control curve of the qualified steel drum drying room.
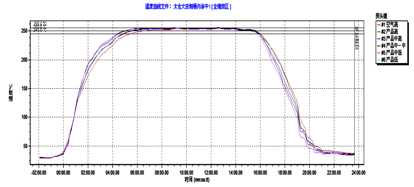
Figure 2 Temperature curve of the drying oven in Taicang Datian Steel Barrel
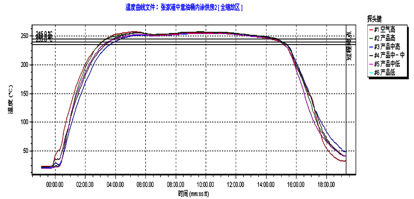
Fig.3 Temperature curve of the inner drying oven in Zhangjiagang
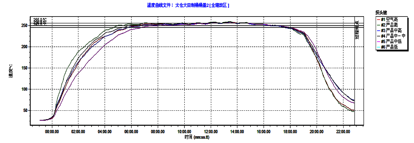
Figure 4 Taicang Datian steel drum lid drying room temperature curve
2, unqualified temperature curve
Fig. 5, Fig. 6 and Fig. 7 are actual measurement charts of the temperature control curve of the unqualified steel drum drying room.
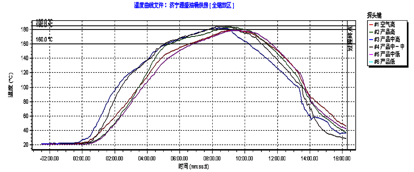
Figure 5 Jiningyuan Shenggang barrel drying room temperature curve
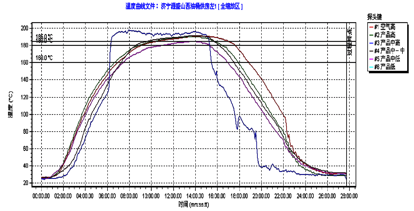
Figure 6 Temperature curve of steel drum drying room in Jiningyuan Shengshan Plant
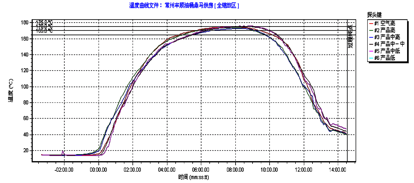
Figure 7 Changzhou Fengshun steel drum drying room temperature curve
Third, the temperature control problem analysis of steel drum drying room
Based on these temperature profiles, I visited several users and analyzed their equipment structure and air volume distribution. As a result, I found that there are many problems, because there are many manufacturers of paint drying ovens, and the product structure of each factory. More different.
1. Problem 1: The circulating wind is short-circuited.
According to the analysis of Fig. 8, the heating energy is heated by natural gas or petroleum liquefied gas, and the air inlet form is upper blowing, upper return air, and the heating chamber is distributed uniformly. This causes a large temperature difference between the upper and lower sides of the oven, and the temperature is not uniform.
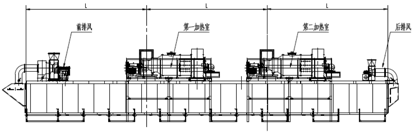
Figure 8 The air blown structure of the upper part of the steel drum oven
2. Question 2: There is no circulating wind.
According to the analysis of Fig. 9, the heating energy is heated by heat-conducting oil or coal-fired, and the heating device is distributed in the bottom of the drying tunnel, and is uniformly distributed by the heat-dissipating pipe, and there is no circulating air and air conditioning system.
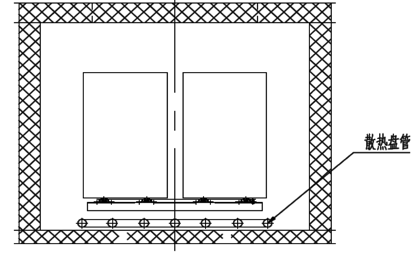
Figure 9 Heated structure of the bottom of the steel drum oven
3. Question 3: There is no air conditioning system.
According to the analysis of Fig. 10, the heating energy is heated by natural gas or petroleum liquefied gas, and the heating chamber is distributed uniformly. The air inlet form is side blowing, upper return air, air outlet adjusting device, and no air conditioning system.
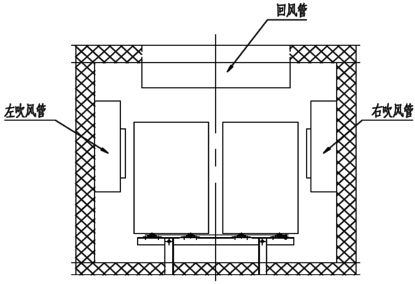
Figure 10 steel drum oven side blowing structure diagram
4. Question 4: Circulating wind on one side.
According to the analysis of Fig. 11, the heating energy is heated by natural gas or petroleum liquefied gas, and the heating chamber is distributed uniformly. The air inlet form is a single-side air blow, a single-sided return air, no air outlet adjusting device, and no air conditioning system.
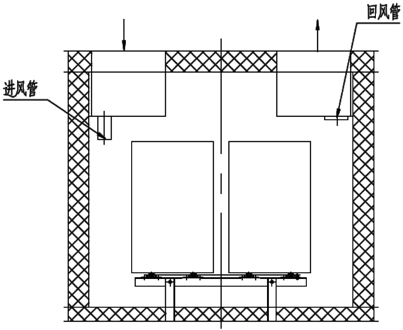
Figure 11 Backflow structure diagram of steel drum oven on one side
5. Question 5: There is no omnidirectional circulation.
According to the analysis of Fig. 12, the heating energy is heated by natural gas or petroleum liquefied gas. The air inlet form is upper air blowing, upper return air, and the heating chamber is distributed uniformly. There is no front, rear, upper, lower, left and right air conditioning system.
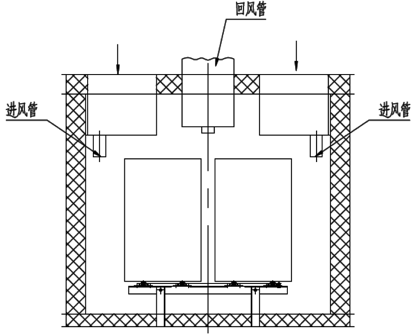
Figure 12 Structure of the steel drum oven without omnidirectional air conditioning system
There may be many different forms of heating. I believe that in any baking room, the wind speed and wind pressure of each air outlet are inconsistent. It is unrealistic to make the temperature of the drying tunnel uniform. Even if the air speed and wind pressure of your air outlet are the same, your drying tunnel, It is impossible to adjust the wind pressure and wind pressure under the left, right, right, front and rear. It is also unrealistic to achieve the ideal temperature control accuracy and the ideal temperature curve. If there is no ideal temperature control accuracy and ideal temperature curve, it is conceivable that the temperature of the steel drum you baked is definitely uneven, the gloss is poor, the adhesion is poor, and the color is changed.
In short, a qualified and well-effected baking oven must have a hot air circulation system. The wind direction can be adjusted before, after, left, right, up and down in the drying room. Wind pressure and wind speed in each air supply area. Basically consistent, the wind pressure of the air supply system meets reasonable requirements. A reasonable baking temperature and constant temperature time, reasonable temperature uniformity and temperature fluctuation can be achieved. It achieves uniform temperature, good gloss, strong adhesion and uniform color.
The above is our experience and experience in the baking of steel drums, for your reference. If there is anything wrong, I hope you will give guidance!
Learning & Education Toys,Kids Education Toys,Learning Toys for Kids,Educational Children's Toys,Educational Toys for Toddlers
AMERICA DIVISION OF TOP SHINE CO.,LTD. , https://www.uni-goods.com