Application of Machine Vision in Packaging Operation (1)
Abstract : The basic principle of classification of machine vision is briefly introduced. The application of machine vision system in modern packaging industry is analyzed and discussed through examples.
Keywords: machine vision system; packaging; quality inspection
Computer-based machine vision as an important test method has been widely used in developed countries. In the modern industrial automation production, involves a variety of inspection, measurement and parts identification applications, such as auto parts size inspection and automatic assembly integrity inspection, automatic assembly of electronic assembly line components, printing quality inspection of beverage bottle caps , bar code and character recognition on the product packaging; common characteristics of such applications is the continuous mass production, the appearance of the quality requirements are very high. Usually this kind of work with high repeatability and intelligence can only be completed by manual inspection. Behind the modernization lines of some factories, there are often hundreds or even thousands of inspection workers who can perform the process and give it to the factory. While increasing the huge labor costs and management costs, it still cannot guarantee 100% inspection pass rate (ie "zero defect"). In some cases, such as small-scale accurate and rapid measurement, shape matching, and color identification, it is impossible for the human eye to perform continuously and stably. Other physical quantity sensors are also difficult to use. Combining the rapidity, reliability, and repeatability of results with the highly intelligent and abstract capabilities of human vision, the concept of machine vision was created.
1 Machine Vision Principles and Concepts
Machine vision uses a computer to process and analyze image information and make conclusions without human intervention. In short, machine vision is the use of machines instead of the human eye to make measurements and judgments. The working principle of machine vision recognition technology is basically the same as the principle of optical character recognition technology. The vision system first uses a video camera (CCD) associated with the computer to capture the image, converts the captured target into an image signal, and transmits it to a dedicated image processing system (image capture card + image processing software) according to pixel distribution and brightness. Information such as color is converted into a digital signal; the image system performs various operations on these signals to extract features of the target, such as: area, length, number, position, etc. Finally, the results are output according to a preset tolerance and other conditions, such as : Size, angle, offset, number, pass/fail, yes/no, etc.
Machine vision is characterized by automation, objectivity, non-contact, and high precision. Compared with image processing systems in the general sense, machine vision emphasizes accuracy and speed, and reliability in industrial field environments. Machine vision is ideally suited for measurement, inspection, and identification in mass production processes, such as part assembly integrity, assembly dimensional accuracy, part machining accuracy, position/angle measurement, part identification, and character/character recognition. Its largest application industries are: automotive, pharmaceutical, electronics and electrical, manufacturing, packaging/food/beverages, medicine. Such as the inspection of automotive dashboard precision, high-speed placement machine for the rapid positioning of electronic components, inspection of the number of pins, the identification of the IC surface printing characters, capsule thickness and appearance defects in the capsule production inspection, bearing Inspection of the number and damage of balls in production, identification of production date on food packaging, and inspection of label placement.
When applying a machine identification system, the key is to select the light that is used to illuminate the detected object and select the appropriate light so that the system can work stably and reliably. With the development of machine identification technology, the system can achieve higher and higher accuracy of error analysis, and some existing systems can achieve analysis accuracy of one millionth of an inch. Linking machine vision recognition systems to appropriate robots, robots, or other process control equipment can automate product inspections. At present, the application of visual systems in the world is in the ascendant. In 1998, the market size was 4.6 billion U.S. dollars. In China, industrial vision systems are still in the concept introduction period. Leading companies in various industries have started to solve the problem of production automation. Look to the automation of vision measurement.
2 The composition and classification of machine vision system
2.1 The composition of the machine vision system
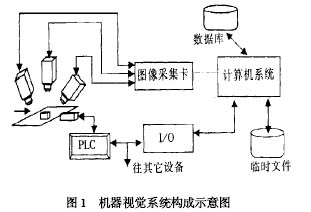
A typical vision system generally includes the following parts: a light source, a lens, a CCD camera, an image processing unit (or image capture card), an image processing software, a monitor, a communication/input/output unit, and the like. The output of the vision system is not the image video signal, but the detection result after the operation processing, such as the size data. After the host computer such as the PC and the PLC obtain the test result in real time, the command motion system or the I/O system performs corresponding control actions such as positioning and sorting.
(to be continued)
Rotating Curling Iron,2 In 1 Auto Hair Curler,Usb Rechargeable Curling Iron,Hair Curler Automatic Magic
Ningbo Chuangxiang Electrical Appliance Co.,Ltd , https://www.haircurler-shaver.com