Determination of the pressure center of the combined die at the top of the bucket (Xin Qiaojuan)
Determination of the pressure center of the combined die at the top of the bucket
Xin Qiaojuan
At the first phase of the barrel-making technical training class held in Yingkou, many students raised some questions about the joint die of the top and bottom of the bucket. After analysis, basically the mold design did not notice the problem of the mold pressure center. This should be a common problem in the current technological transformation of barrel companies.
The pressure center refers to the joint action point of the maximum punching force when the die is working. The centerline of this resultant point should coincide with the centerline of the press slider. Otherwise, a bending moment is generated, and the slider is skewed, and the gap is uneven, thereby accelerating the wear of the die and the press guide rail, and even causing damage to the blade and the guide bush guide sleeve and the like.
The top of the closed steel drum has two barrel mouths. After the large-mouth punching, the G2 coil is installed to become the injection port. After the small hole is punched, the G3/4 coil is installed to become the vent. The distance between the two ports on the top of the barrel varies depending on the size of the steel drum: 200 liters and 200 liters or more, the distance is 415 mm; 100 liter steel drum, the distance is 290 mm; 80 liter steel drum, the distance is 265 mm; The steel drum is 235mm.
The traditional production process is as follows:
Large mouth punching and turning edge → small mouth punching and turning edge → large mouth spiral ring pressing → small mouth spiral ring pressing
This production process is four processes, requires four presses, and requires at least four operations. Not only is the production efficiency low, but the position of the large and small ports is difficult to guarantee, and energy and resources are also very wasteful. At present, many companies have begun to technically transform this traditional process, and the process improvement is:
Large and small mouth combined with punching and turning edge → large and small joint combined with spiral coil
In this way, the original four processes were reduced to two processes, four presses were reduced to two presses, and the number of operators was reduced from four to two, and the position of the large and small ports was also guaranteed. Although the process was reduced, the mold was more complicated than the original, and the original two sets of molds were combined into one set. In the original single-step operation, the mold only punched one hole, and there was basically no pressure center problem. However, after the punching and pressing, the pressure center problem existed because the punching pressure of the large and small ports was different. Many companies did not notice this problem when designing the mold. The center of the distance between the size and the mouth was designed as the pressure center of the mold. The mold handle was designed at the middle of the distance between the large and small mouths, so that the pressure center of the mold was reversed and the mold was produced. Torque torque. Frequently, the problem is that the mold wears quickly, the guide bush guide sleeve wears out quickly, the equipment runs unstable, and the life of the equipment and the mold is greatly shortened. Some students reflect that the guide bush guide sleeve of the mold often falls off the mold, which is why.
For a fully symmetrical traditional punching and flanging die, the center of the die is the center of the pressure; for an asymmetrical joint-sized punching and flanging die, the center of the die is certainly not the center of pressure. Just like a balance, to balance the balance on both sides, the weight must be the same on both sides. If one end is lighter at one end, the balance will not be balanced because the balance of the balance is at the midpoint. The die is the same, the pressure center is equivalent to the fulcrum of the balance. If the pressure at both ends of the die is equal, the balance fulcrum is the pressure center and the center of the die; when the pressure at both ends is unbalanced, if the center of the die is still at the fulcrum, Torsion torque will definitely be generated. Therefore, in order to achieve pressure balance, we usually move the center of the mold shank to the side of the pressure, that is, to the pressure center of the mold, so that the mold can reach equilibrium. In this case, it is most appropriate to use the bearer metaphor: when the weights on both sides of the load are equal, the middle of the load is balanced on the shoulder; when the front and back sides are light and heavy, the shoulder position is moved to the heavy side. To balance, this is the truth.
Figure 1 shows the force analysis of the asymmetric stampings. Since the mold is subjected to two different pressures of P1 and P2 (assuming P1>P2), their resultant force P must be biased toward the larger P1 side, so that the following formula is established to achieve pressure balance:
![]()
In the above formula, L1 and L2 are the arm lengths of P1 and P2, that is, the distance from the center of the pressure. In Fig. 1, O1 and O2 are the action points of the pressures P1 and P2, respectively, that is, the centers of the two dies, and O is the resultant point of action, that is, the position of the center of the mold pressure.
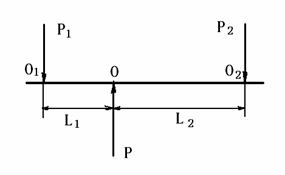
Figure 1 Force analysis of asymmetric stampings
Therefore, when designing the mold, we must first determine the position of the pressure center of the mold, and design the mold handle on the pressure center so that the pressure center of the punch coincides with the pressure center of the mold, so that the mold can reach the state of pressure balance.
So, how is the pressure center of the mold determined? Under normal circumstances, the determination of the pressure center of the mold is commonly used in analytical methods and experimental methods.
First, the analytical method determines the pressure center of the mold
The principle of using the analytical method to find the pressure center is based on the relationship between the sum of the moments and the partial moments of the sum of the components of the same center line.
When the stamping is completely symmetrical (Fig. 2), the center of pressure is the geometric center of the stamping.
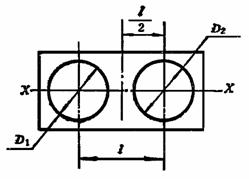
Figure 2 When the stamping part is completely symmetrical
When the stampings are not completely symmetrical (Fig. 3), and only the X-X axis (or Y-Y axis) is symmetrical, the pressure center can be obtained as follows.
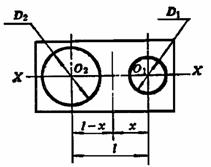
Figure 3 When the stamping parts are not completely symmetrical
According to the stamping process principle, the punching forces P1 and P2 received by each punch are calculated as:
![]()
![]()
In the above formula, L1, L2 - the circumference of the blank, mm; t - material thickness, mm; σb - material tensile strength, Kn / mm2.
P1 and P2 act on the center of the two punches, that is, at the points of O1 and O2. At this time, the center of pressure is the point of action of the resultant force P of P1 and P2.
It is known from the principle of static mechanics that the resultant force of two parallel forces is equal to the algebraic sum of two parallel forces, ie
![]()
Because of the symmetry of the X-X axis, the moments generated by the two forces are:
![]()
![]()
To reach the translational balance, the two moments must be equal, M1=M2
![]()
So
![]()
Substituting P1 and P2 into the above formula:
![]()
Where, D1, D2 - the diameter of the punch, mm; L1, L2 - the perimeter length of the two punches, mm; t - the thickness of the material, mm; σb - the tensile strength of the material, Kn / mm2; l - the center distance of the center of gravity of the two punches, mm.
According to the formula obtained above, it can be concluded that the position x of the pressure center is required, and the value of the pressure can be obtained without knowing the size (D1 and D2) of the punch and its center distance l.
Second, the experimental method determines the pressure center of the mold
For stamping parts with complex shapes, it is too cumbersome to use the analytical method to find the pressure center. Under normal circumstances, the pressure center can be obtained by experimental methods.
Usually, in the test, the shape of the stamping part (scaled or the same size) is cut with a cardboard or plastic plate of uniform thickness, steel plate, etc., and then the line is used as a vertical line at any point on the edge of the stamping part. The intersection of the two vertical lines is the center of gravity, which is the center of the pressure sought.
For the pressure center of the top of the barrel and the punching and flanging die, the two large hole punching pieces can be connected with a small rod so that the center distance between the two punching pieces is equal to the center distance of the two holes in the top of the barrel, and then the line is dropped on the small rod. The falling point that keeps the two sheets horizontally balanced is the pressure center of the mold, as shown in Figure 4.
Figure 4 Experimental method to determine the pressure center of the barrel top size hole combined die
Mask Family
Hydrogel Soothing Mask,Eye Soothing Mask,Film Taking Manipulator for Facial Mask
Guangdong Yueji Cosmetics Co., Ltd , https://www.mask-family.com