Application of 200 liter steel drum bottom cover composite mould
Application of 200 liter steel drum bottom cover composite mould
——A way out for the application of composite molds in small and medium-sized factories
Beijing Fangshan Co., Ltd. Wu Fengzhou
In recent years, in order to improve the drop resistance of steel drums and meet the requirements of the “International Maritime Dangerous Regulationsâ€, the barrel industry has changed the rectangular crimping process to the arc curling process. To this end, the original barrel bottom forming process using blanking and drawing alone has been changed to a composite mold (primary molding) to improve the accuracy of the bottom width of the barrel and labor productivity.
It is understood that the tonnage of the presses selected by various manufacturers varies in size, and the difference is large: the minimum pressure is only 100 tons, reaching 400 tons. In order to use composite molds, such as the purchase of large-tonnage presses, not only the investment is large, the energy consumption is high, the building construction standards are high, and the maintenance is not convenient. Small tonnage presses will reduce their service life. It is a necessary for small and medium-sized barrel enterprises to analyze the blanking process of the bottom cover of the bucket, reduce the blanking force of the blanking, accurately select the tonnage of the press, or use the original press to solve the problem of forming the bottom cover of the bucket bottom. jobs.
First, the choice of press.
To properly select or utilize the original stamping equipment, the working process of the composite mold must be analyzed. The calculated value should be within the performance range of the selected press. The working sequence of the bottom cover composite mold is: blanking->stretching (pressing)->forming.
The working process is calculated as follows:
(1) Punching force (falling material):
P punch = π · D · t · τ
Where: blanking diameter D = 642 mm; steel plate thickness t = 1.25 mm; shear strength Ï„ = 32 kg / mm2.
Then P punch = 3.14 × 1.25 × 32 = 80.6 tons
(2) Pressing and stretching force: In the stretching process, the press needs to overcome the tensile force and the blanking force at the same time to complete the process. There are many calculation methods for these two forces, and some of them are relatively large. For this reason, we have chosen a more accurate and reliable method for calculation.
1. Blanking force: The blanking force is the product of the area of ​​the blank and the pressure per unit area.
Q=F・g
Where: blanking force Q; blanking area F = blanking area - punch area; unit area pressure g. Ordinary low carbon steel plate takes g = 0.3kg/mm2
Q=(3.14×321×321-3.14×280×280)×0.3=23 tons
2. Tensile force:
P pull = π · d1 · t · σb · n
Where: tensile diameter d1 = 560mm; steel plate thickness t = 1.25mm; tensile strength σb = 40kg/mm2
The coefficient n is determined by the elongation coefficient mi, which varies with the relative diameter of the flange and the relative thickness of the blank. The design sequence is: calculate the relative diameter of the flange, calculate the relative thickness of the blank, select the tensile coefficient m1, select the coefficient n
1 flange relative diameter:
d convex / d1 = 620 / 560 = 1.107
Where: the outer diameter of the part after stretching is convex = 620mm; the diameter of the flange after stretching is d1 = 560mm
2 relative thickness of the blank:
t/d=125/642=0.2
Where: material thickness t = 1.25mm; wool diameter D; 642mm
According to the relative diameter of the flange 1.107 and the relative thickness of the blank 0.2, select a tensile coefficient m1 = 0.59, then take n = 0.85 into the tensile force calculation formula (2):
P pull = 3.14 × 560 × 1.25 × 40 × 0.85 = 75 tons
The sum of the tensile force and the blank holder force is:
Q+P pull = 23+75 = 98 tons
The force calculated by this method is the maximum force, and even if the force during the stretching process is changed, the sum of the tensile force and the blank holder force does not exceed 98 tons. Accordingly, the selection of the press is still reliable. Due to the actual work, the crimping ring is slightly higher than the lower cutting edge, so the force required for punching is the sum of the punching force and the blanking force. Although the initial force of the blanking force is slightly smaller, the calculation reliability is better. which is:
P punch + Q = 80.6 + 23 = 103.6 tons
According to simple calculations, the actual punching force is 103.6 tons. Stretching begins after blanking. The total tensile force is 98 tons. Since the depth of the bottom of the barrel is about 17 mm after stretching, the blanking is performed about 20 mm before the bottom dead center of the press. In this way, the selection of a new press or the use of the original press must analyze its working curve. The force used in all working cycles must be below the working curve of the press. Within a distance of 20 mm, the press must have sufficient force.
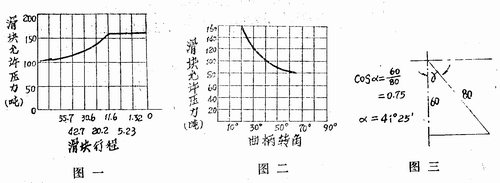
For example, from the working curve of JA31-160A closed single-point press (Fig. 1), it can be seen that the pressure of the press is 150 tons at the bottom dead center of 20 mm, so that the punching and stretching work can be completed. This type of press is used by the unit. However, some equipment cannot do this, such as the JB31 extension 160 closed single point press. Its working curve is shown in Figure 2 (Figure 2). The pressure of the press at different locations is calculated as shown in Figure 3. Then compare with Figure 2. When the blank was blanked, it was found that the machine had only 100 tons of force. In terms of blanking, even if the steel plate can be cut, no damage is found in the press, but the entire energy of the machine has been consumed, and then the stretching is continued by the motor, causing the motor to be overloaded and the machine not working properly. . This problem may be more pronounced if ordinary hot rolled steel sheets are used in production.
Second, the method of reducing the punching power.
In terms of stretching alone, all manufacturers of barrels know their actual work. When using a composite mold, those presses that are not suitable, as long as the working curve is higher than the actual required tonnage at the punching point and there is sufficient margin, the press can complete its work, so reducing the punching force becomes The key to this work.
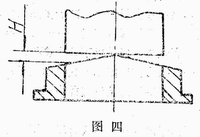
According to the principle of the shearing machine, the cutting edge of the mold is inclined to achieve this purpose. However, in order to make the press evenly stressed, the cutting edge must be symmetrical. In order to complete the blanking process, only the lower cutting edge of the blanking material can be modified to ensure the accuracy of the blanking size (Fig. 4). At this time, the punching force will be greatly reduced, and the amount of the change will vary with the angle of the cutting edge. The size can be calculated according to the following formula:
P oblique = 2 · d · t · τ · arc cos [(H-0.5t) / H]
Where: d-642mm t-1.23mm T take 32kg/mm2 according to H-5 mm design
Punching force P oblique = 2 × 642 × 1.25 × 32 × arc cos [(5-0.5 × 1.25) / 5] = 26 tons
P oblique / P impulse = 26 / 80.9 = 32.3%
From the calculation results, the punching force of the symmetrical oblique cutting edge inclined by 5 mm is 32.26% of the punching force of the flat cutting edge. The punching force required at this time is P oblique + Q = 26 + 23 = 49 tons. Although the working stroke of the press needs to be increased from 20 mm to 25 mm, the force required is much lower than the working curve of the press. At this time, the spring \b used for the blanking force. The force of the rubber pad or air cushion changes with the stroke, so the initial pressure can be adjusted slightly lower, and the press can still work normally.
At the time of punching, since the symmetrical oblique edge die does not cut the steel sheet at the same time, noise and vibration are reduced, the operating environment is improved, and the impact force on the mold is also reduced. This kind of mold grinding is also very convenient. As long as it is a mold base with a bottom inclined surface, it can be sharpened on the ordinary round table surface grinding machine, thus solving the problem that the former manufacturers use the wave-shaped cutting edge to be difficult to process and not easy to grind. difficult.
Add a twist to an ordinary space with these nice Door Curtain , such an easy and affordable way to add color , character , and style to your space . Door Curtains help prevent annoying flies entering your space , while maintaining the air flow when they are open during hot summer days . Whether used as a divider , door or window decoration , they are great choices !
Last but not least , a door curtain can be used as a window treatment to add a decorative touch to a boring window ! Use for just about any door way - use your imagination ! Installation is super easy .
Door Curtains,Patio Door Drapes,Kitchen Door Curtains,Single Door Curtain
Shandong Guyi Crafts Co.,Ltd , https://www.sddoorcurtains.com